


راهنمای کامل سنباده فلاپ مینی؛ معرفی گریدها، کاربردها و نکات خرید
سنباده فلاپ مینی چیست؟ سنباده فلاپ مینی یکی از پرکاربردترین ابزارهای سایش در صنعت فلزکاری، آهنگری و کارگاههای تولیدی است. این ابزار از چندین لایه سنبادهای تشکیل شده که بهصورت...
سنباده فلاپ مینی چیست؟ سنباده فلاپ مینی یکی از پرکاربردترین ابزارهای سایش در صنعت فلزکاری، آهنگری و کارگاههای تولیدی است. این ابزار از چندین لایه سنبادهای تشکیل شده که بهصورت...
مقدمه: اگر بهدنبال یک ابزار حرفهای برای سوراخکاری در سایزهای مختلف روی فلز، چوب، استیل یا PVC هستید، مته کاجی (Step Drill Bit) یکی از بهترین انتخابهاست. این متهها با...
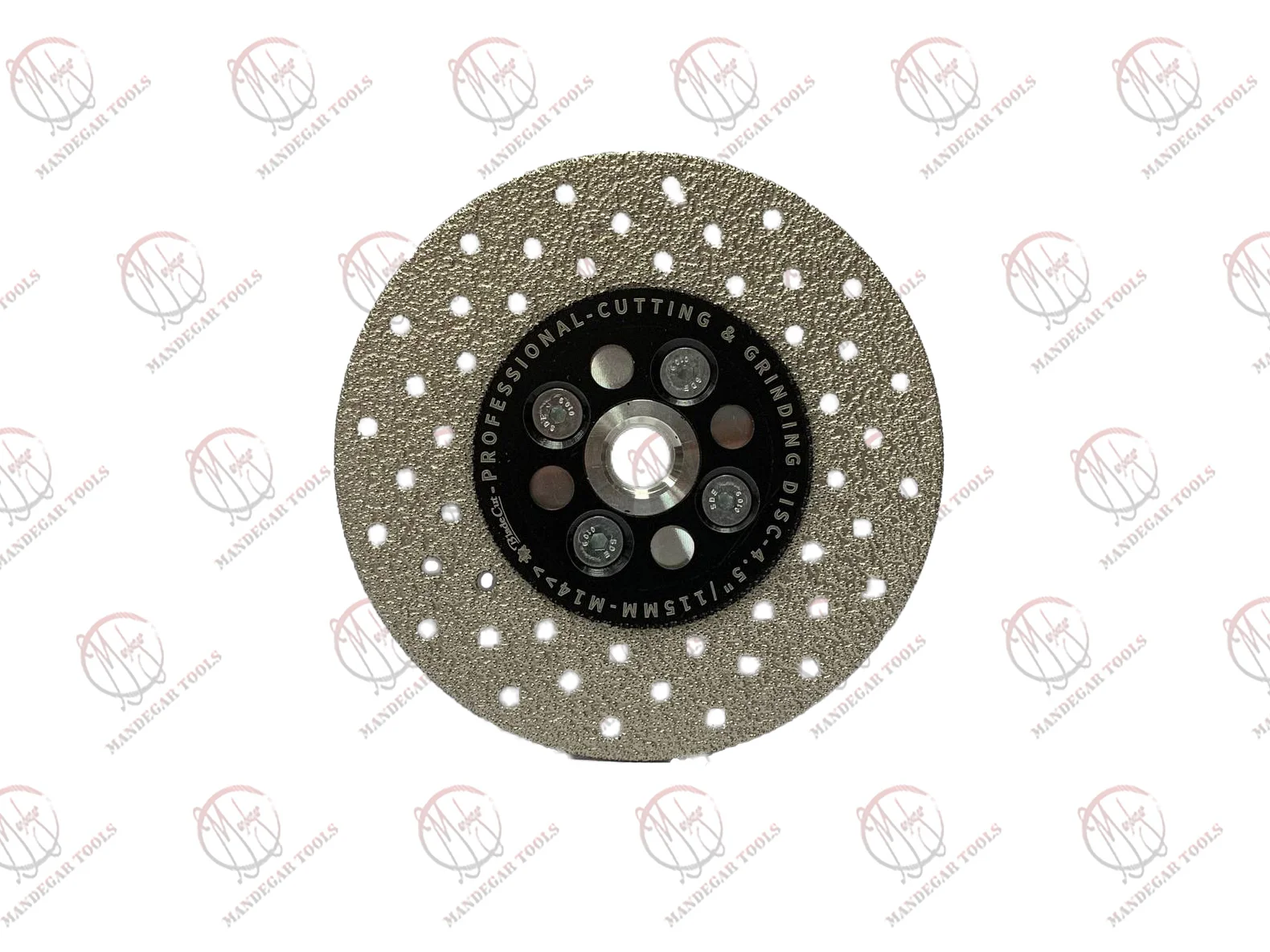
دیسکهای برش یکی از ابزارهای کلیدی در صنایع ساختمانی و سنگکاری هستند. دیسک وکیوم بریز فول الماس یکی از پیشرفتهترین و بادوامترین مدلهای موجود در بازار است که عملکرد بینظیری...
قلاویز UNF چیست؟ قلاویزهای UNF (Unified Fine Thread) ابزارهای دقیق رزوهزنی هستند که برای ایجاد رزوههای ظریف با گامهای کم طراحی شدهاند. این ابزارها از استاندارد Unified Thread Standard (UNS)...
سنگهای کاربراندوم (Corundum Stones) یکی از پراستفادهترین ابزارها در صنایع مختلف هستند. این سنگها به دلیل دوام بالا، تنوع در کاربردها و قابلیت استفاده در فرآیندهای سنگین، از اهمیت زیادی...
در صنعت مدرن امروز، ابزارهای دقیق و باکیفیت نقشی اساسی در تولید قطعات مکانیکی و مهندسی ایفا میکنند. یکی از این ابزارهای حیاتی، قلاویز ماشینی TR است که برای ایجاد...

آچار جغجغه بادی چیست و چرا به آن نیاز داریم؟ در مقاله راهنمای خرید و بررسی آچار جغجغه بادی جنیوس مدل 405053X میخوانید: جواب و راهنمایی دقیق در ادامه مطلب...

ابزار گردبر پودری پرسلان یکی از ابزارهای تخصصی برای برش پرسلان و سرامیکهای سخت و متراکم است. این ابزار برای برش دقیق و تمیز این مواد استفاده میشود و به...

تاریخچه شغل ابزار فروشی را نمی توان به دوره خاصی وصل کرد. به طور پیش فرض ،از زمان های گذشته هرجا کاری در حال انجام باشد، نیاز به تامین ابزار...
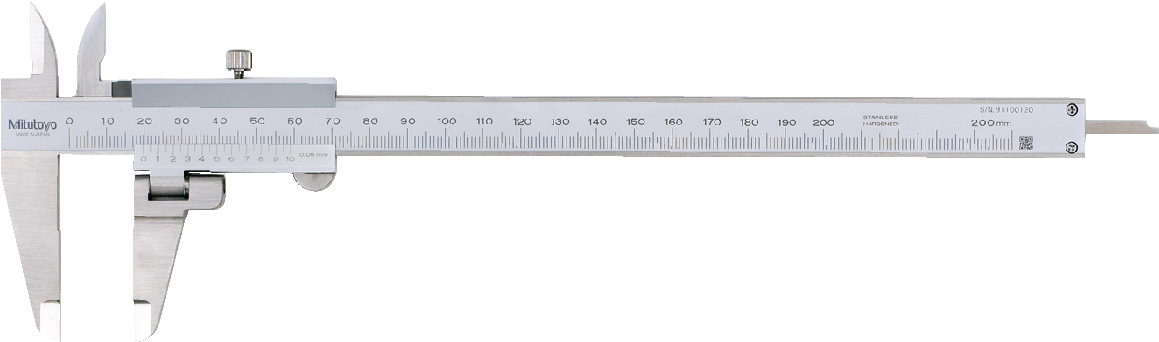
آشنایی با کولیس و ابزارهای اندازه گیری و دقیق یکی از ضرورت های افراد مشغول در صنعت می باشد. در ادامه این مطلب ما شما را با این ابزار کارآمد...