

آشنایی بیشتر با مته ها

مته چیست؟
برای آشنایی بیشتر بامته ها در این مطلب با ما همراه باشید.
مته ها ابزار های چند لبه هستند که عمدتا دو لبه دارند وبرای ایجاد سوراخ های استوانه ای از آنها استفاده می شود.
مته ها دارای دو لبه برنده در قسمت راس خود و دو شیار (Flute) مارپیچی برای تخلیه براده می باشد.اصولا سوراخ ایجاد شده توسط مته از دقت پایینی ،بین (۰.051mm تا ۰.203mm) ،برخوردار است.
برای افزایش دقت سوراخ بعد از مته کاری آنرا بورینگ یا برقو میکنند.متـهها توسط وسیلهای که آن را سوراخکننده (دریل) مینامند، استفاده میشوند.
بدین شکل که دریل معمولاً با سرعت میچرخد، سبب میشود متـه بتواند شیء موردنظر را سوراخ کند. اگرچه غالباً متهها سوراخها را به شکل دایره (و نهایتاً استوانه) ایجاد میکنند، ولی انواعی از متـه هستند که میتوانند سوراخهایی به شکل غیر از دایره نیز ایجاد کنند.
در واقع مته ابزار براده برداری است که به کمک آن سوراخ هایی با مقطع دایره ای با قطرهای مختلف ایجاد می شود. این ابزار، براده برداری را با دو حرکت همزمان دورانی و خطی پیشروی انجام می دهد.
قسمت اصلی مته:
مـته داراى بخش هاى مختلفى مى باشد که به صورت زیر است:
بدنه :
قسمتی از متـه که در دو سمت طول آن شیار مارپیچی وجود دارد، بدنه متـه است. بیشترین عمق سوراخی که متـه ایجاد می کند برابر با طول بدنه متـه است.
دنباله :
ساق مـته، قسمت انتھای مـته است که به سه نظام دریل متصل می شود و با سفت شدن سه نظام، در جای خود ثابت می شود.
دنباله متـه در دو شکل استوانه ای و مخروطی یا به زبان صنعتی کونیک ساخته می شود ودر دنباله ای که مورس نامیده می شود ،جا زده شده وروی ابزار گیر دستگاه جهت سوراخ کاری نصب می شود.
شیار :
شیار متـه زاویه براده مناسب برای لبه برنده متـه ایجاد می کند. این شیارھا براده ھای حاصل از برش را به سمت بیرون ھدایت می کنند.
جان :
فاصله ای که بین دو شیار مارپیچی باقی می ماند جان متـه نام دارد. برای استحکام بیشتر متـه ھا، قطر جان متـه در انتھای شیارھا بیشتر از ابتدای آنھاست.
فاز:
قسمت گوشتى نازکى که در کنار شیار مارپیچ وجود دارد فاز نامیده مى شود و براى کاهش اصطحکاک بدنه با سوراخ ایجاد شده مى باشد. فاز باعث مى شود چرخش و پیشروى آسانتر صورت گیرد.
نوک :
نوک مته یک عامل تعیین کننده در عمل سوراخکاری مى باشدو اصولا دارای زوایای مختلف می باشد که نسبت به نوع و سرعت سوراخکاری میتواند متغییر باشد.
قطر :
قطر قسمت جلویى و روى نوک متـه را قطر مته مى نامند و بایستى حتما در نوک متـه و فاز متـه اندازه گیرى شود زیرا قطر متـه ها را در فاصله هر صد میلى متر از طول آنها یک دهم یک دهم کاهش مى دهند.
لبه برنده :
متـه دارای دو لبه اصلی است که به صورت شیب دار در نوک متـه قرار دارد. طول این دو لبه با ھم برابر است.اگر طول دو لبه ی مته با هم برابر نباشد سوراخی که ایجاد می شود به شکل دایره ای نیست ودر دیواره ی سوراخی که ایجاد شده خط های دیده می شود.
نحوه عملکرد مته:
این ابزار فلزی با چرخش در جهت عقربه های ساعت بر روی سطوح فلزی ،چوبی و… ایجاد سوراخ می کنند،البته مته هایی نیز وجود دارند که در جهت عکس عقربه های ساعت کار می کنند وداری مارپیچ و لبه برنده برعکس هستند.
هر پله موجود روی آن موجب گسترده شدن سوراخ و پیشرفت کار می شود.
گاهی اوقات قبل از استفاده از سایزهای بزرگ نیاز است که با مدل های کوچک تر سوراخی ایجاد کنیم تا در هنگام کار با مدل بزرگ تر راحت تر کار را پیش ببریم.(مته مرغک یکی از کارآمدترین ابزار برای این کارمی باشد) .
این عمل باعث میشود دریل نیز از مسیر خود منحرف نشود.
برای جلوگیری از افزایش بیش از اندازه حرارت در حین انجام کار استفاده از مایع برش (آبصابون) مورد نیاز است.
انتخاب لوازم مناسب نه تنها برای انجام کار بسیار با اهمیت است بلکه برای ایمنی هم از اهمیت بالایی برخوردار است.
جنس یا متریال مته:
۱. کارباید( الماس )
2. HSS
3. HSS-E
۴.مته های روکش دار(کبالت)
انواع مته:
ما در این قسمت از نوشته آشنایی بیشتر با مته ها به انواع مته هم از لحاظ کارایی وهم جنس اشاره کردیم:
الماسه:
این مته ها را به خاطر ویژگی های خاصی که دارند، میتوان از باقی مته ها متفاوت دانست.از ویژگی های این مته ها به کارکردن در دوربالا میتوانیم اشاره کنیم .
همچنین برای کارایی بهتر سوراخ دار نیز هستند ، یعنی با استفاده از این سوراخ ها مایع آب صابون را از ته مته به نوک مته می رسانند.
این عمل باعث تخلیه مناسب و جلوگیری از داغ شدن مته و نیز خمیری شدن پلیسه های قطعه کار می شود.
دقت سوراخکاری با مته الماس بسیار بالاست به طوری که که تلرانس دو صدم را درنظر گرفت.(البته که این مورد به سلامت نوک و تیزکاری دقیق مته ربط دارد)
مته الماسه یا همان مته کارباید نصبت به ضربه و تنش بسیار حساس است و به راحتی قابلیت شکستن دارد.
این مته ها در دور بالا و پیشروی مناسب به راحتی عمل سوراخکاری را انجام می دهد.
از عنصر های اصلی در جنس این مته ها به میزان قابل توجه و درصد بالایی از کربن اشاره کرد که به راحتی میتوان فلزات سخت وحتی شیشه را هم به وسیله مته الماس سوراخکاری کرد.
فلز:
نوع فلز در تنوع جنس و بسته به جنس قطعه کاری که عمل سوراخکاری بر روی آن انجام می شود،عرضه می شوند.
به طور مثال :مته هایی با متریال HSS ,HSSEوروکش دار(کبالت) برای سوراخ کاری بر روی قطعات چدن و فولاد پر کاربرد هستند.
مته با متریال کارباید یا الماسه برای سوراخ کاری بر روی فلز استیل وفولاد سخت کاربرد زیادی دارد.
چوب:
نوع چوپ که عموما با جنس HSS و روکش دار(کبالت) پر مصرف هستند،دارای تنوع شکلی و مدلی زیادی می باشند که ما در ادامه این مطلب در مورد انواع این ابزار های سوراخ کاری چندین نمونه برای شما عزیزان مطلب فراهم کرده ایم.

برگی :
مته های برگی همان طور که در شکل زیر می بینید،دارای شکل ظاهری خاص می باشند.
اصولا بر روی چوب هایی با ضخامت کم پر کاربرد می باشند . کاربران این نوع ابزار هم با دریل دستی و هم با دریل ایستاده می توانند عملیات سوراخکاری بر روی چوب هایی با عرض کم را انجام دهند.
در قسمت نوک مته برگی یک حالت خاصی از مرغک مته تعبیه شده است و نیز در قسمت انتهای این مرغک قسمتی می باشد که به اندازه ی قطر ابزار ساخته شده است .
قسمت قطر بیرونی دارای زائده های تیزی می باشند که نقش گردبر سایز کننده را ایفا می کنند.این مته به استثنای باقی مته ها دارای مارپیچ بر روی بدنه خود نمی باشد.

کونیک:
این نوع مته ها به دو دلیل میتوانند نام کونیک به خود بگیرند:
یکی از دلایل کونیک بودن قسمت کار گیر مته هاست .
دیگری درقسمت ساقه که به شکل مورس تولید میشوند.
البته مته هایی هم وجود دارندکه هم کارگیر و هم ساقه ی آنها به شکل کونیک هستند.
کونیک قسمت ساقه مته ها که به شکل مورس هستند با توجه به استاندارد مورس ها تولید می شوند.
آلومینیوم :
آلومینیوم بهتر است از جنس مایل به الماسه(کارباید) با شیارهای مارپیچ عمیق باشند.
عمق بیشتر شیارهای مارپیچ مته آلومینیوم برای جلوگیری از جمع شدن تکه های تراشیده شده آلومینیوم در مارپیچ ودرنتیجه جلوگیری از ذوب و خمیری شدن تکه ها ایجاد شده است.
ذوب و خمیری شدن تکه های تراشیده شده باعث عدم تخلیه مناسب پلیسه ها و سوختن نوک و لبه های تیز مته می شود.
دلیل تمایز مته های آلومینیوم را در این مورد می توان خلاصه کرد.
مرغک:
این نوع مته ها به صورت دو پله ودر دو قطر تولید میشوند.
قسمت اولیه مته مرغک مته ای با قطر پایین است و درامتداد آن پخ تعبیه شده و درانتهای پخ به قطر اصلی وبزرگتر این ابزار می رسیم.
مته مرغک ها برای ایجاد پیش مته یا راهنمای سوراخکاری یک مته قطر بالاتر استفاده میشوند.اصولا جنس این نوع مته ها HSS میباشد.

۴ شیار:
این مته ها که شباهت زیادی به مته های سرالماس دیوار دارند،درقسمت نوک مته دارای چهار لبه از جنس الماس ودر ادامه این لبه ها مارپیچ تعبیه شده است.
اصولا با طول های بلند ساخته شده اند،عمق شیارهای مارپیچ این مته ها نسبتا کم است که این مورد هم می تواند برای ایجاد استحکام بیشتر در این مته ها به حساب بیاوریم .
مصرف کنندگان در دورهای بالا بامته های چهارشیار کار می کنند.برای اینکه بهترین کارایی از این مته ها بگیریم بهتره که در حالت چکشی سوراخکاری روی محل مورد نظر انجام بدهیم.
۵ شیار:
این مته ها هم از لحاظ کارایی و شکل ظاهری شبیه به مته چهار شیار هستند.
تنها تفاوت مته پنج شیار با مته چهارشیار همان طور که از نامشان مشخص است،قسمت نوک و شیارمارپیچ است که تعدادشان پنج شده است وعموما برای کارهای جنس سخت تر کارایی بیشتری دارند.
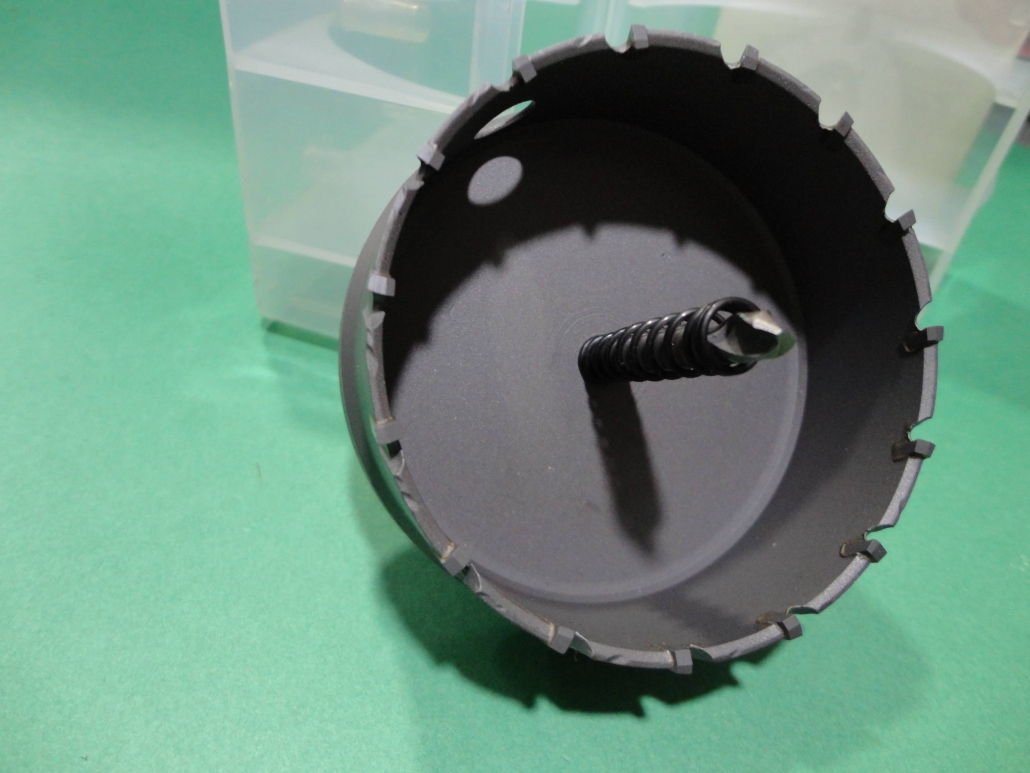
گردبر :
این نوع ابزار ها دارای اشکال مختلفی هستند که نحوه کارکردشون مشابه هم هست.
اصولا درقسمت مرکزی این ابزار،همان طور که در شکل زیر مشخصه؛البته نوعی از این ابزار هم تولید شده که فقط قسمت گردبر را داراست و مته قسمت مرکزی را دارا نمی باشد.
در نوع مته دار، یک مته قطر پایین (به شکل مته مرغک)برای ایجاد سوراخ راهنما یا همان پیش مته تعبیه شده و از انحراف قسمت گردبر جلوگیری میکند.
قسمت گردبر این ابزار در بعضی از انواع این ابزار ها به تکه های الماس مجهز شده تا عمل برش قطری روی چوب رابه خوبی و با تاثیر گذاری بیشتر انجام دهد.
مته کبالت :
این نوع مته ها شباهت زیادی از لحاظ ظاهری به مته های معمولی آهن دارند.
تفاوت اصلی در رنگ و روکش کبالت این ابزار است.
حال سوال اینجاست که مته کبالت چرا تولید شده ؟
در جواب می توان گفت :برای کار روی فلزاتی با آلیاژ های قوی تر از آهن معمولی کاربرد چشمگیری دارد.
از نظر من نقطه ضعف اصلی مته کبالت ها که میتوان در مطلب آشنایی بیشتر با مته ها به آن اشاره کرد، این است که نمیتوان این مته ها را تیز کرد.
البته تیز کردن هیچ مته ای نشدنی نیست ولی این نوع مته پس از تیزکاری،قسمت نوک مته روکش کبالت خود را از دست داده و آسیب پذیر می شود.

گازور:
این ابزار شباهت زیادی به مته گردبر چوب دارد.در قسمت مرکزی این ابزار هم یک مته وجود دارد که کار پیش مته یا همان راهنما را ایفا میکند.
قسمت مارپیچ مته های گازور ارتفاع کمتری دارد.حتما این سوال در ذهنتون مطرح شد که چرا ارتفاع قسمت ماپیچ کوتاه است؟
دلیل این امر رو میشه تخلیه بهتر و جلوگیری از خفه وداغ شدن این ابزار توسط تکه های تراشیده شده چوب خلاصه کرد.
از انجایی که چوب از جنس هایی است که به راحتی مشتعل میشود، پس لازم است سطوح درگیری ابزار با چوب به حداقل برسد ودر تصویری که براتون گذاشتم می توانید ملاحظه کنید.

عزیزان مطلب آشنایی بیشتر با مته ها از تجربه شخصی بنده و جمع آوری شده از چند منبع می باشد.
امیدوارم این مطب مفید ورضایت شما را جلب کرده باشد.همواره برای ارتقای این نوشته تلاش خواهم کرد.
برای خرید مته های نو و استوک با ما از طریق واتس اپ و صفحه تماس با ما در ارتباط باشید یا از فروشگاه ما دیدن کنید.
مطمئن باشید بهترین متریال و برندهارا دراختیارتون می گذاریم.

