

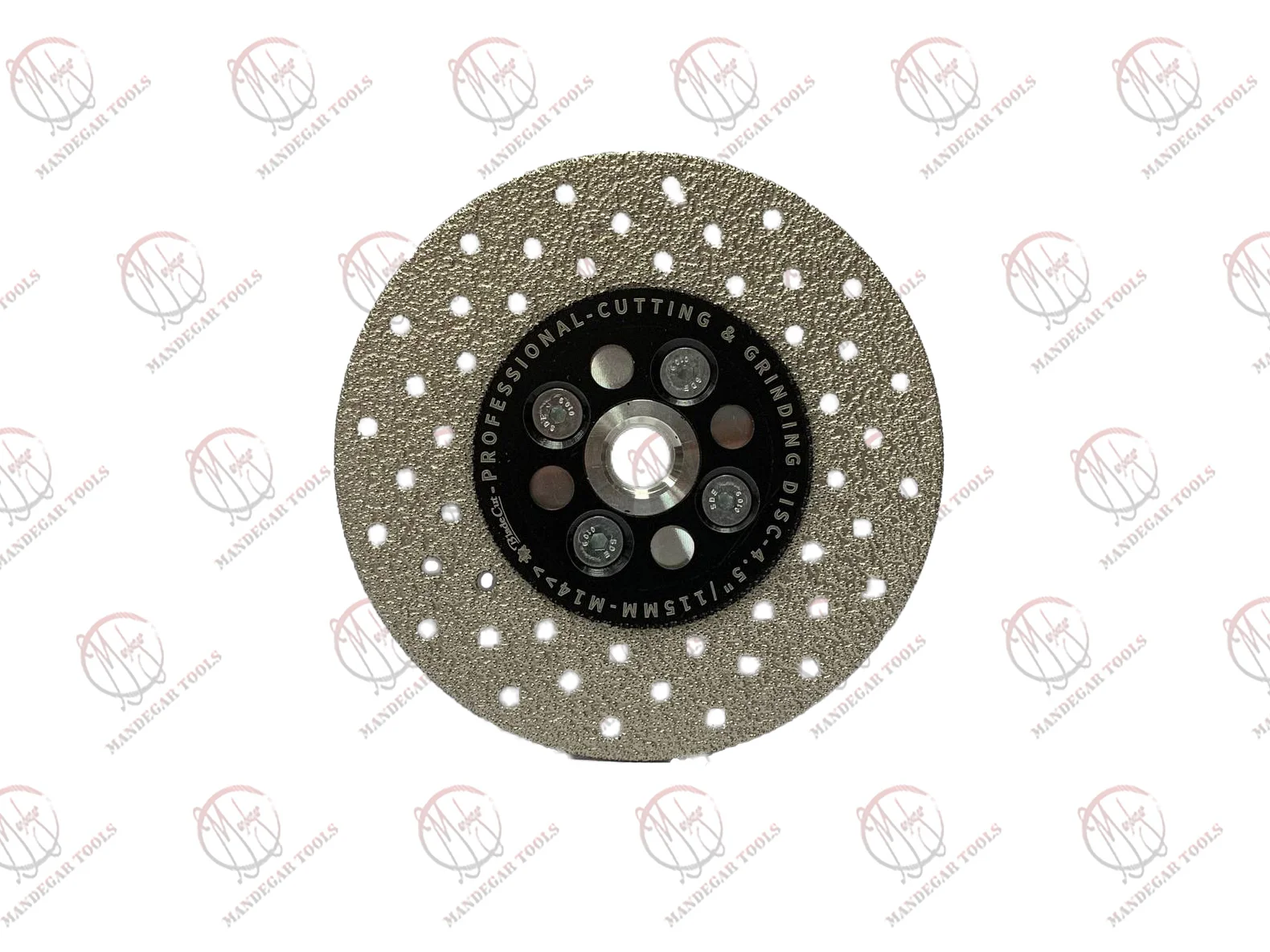
دیسک وکیوم بریز فول الماس: انتخابی حرفهای برای برشهای دقیق
دیسکهای برش یکی از ابزارهای کلیدی در صنایع ساختمانی و سنگکاری هستند. دیسک وکیوم بریز فول الماس یکی از پیشرفتهترین و بادوامترین مدلهای موجود در بازار است…
۰۲ فروردین ۱۴۰۴
مطالب مفید
useful-articles
این مطالب از نظر ما میتواند در زندگی مطالعه کننده گان عزیز تاثیرات مثبت و کارامدی داشته باشد
دیسکهای برش یکی از ابزارهای کلیدی در صنایع ساختمانی و سنگکاری هستند. دیسک وکیوم بریز فول الماس یکی از پیشرفتهترین و بادوامترین مدلهای موجود در بازار است…
سنگهای کاربراندوم (Corundum Stones) یکی از پراستفادهترین ابزارها در صنایع مختلف هستند. این سنگها به دلیل دوام بالا، تنوع در کاربردها و قابلیت استفاده در فرآیندهای سنگین،…

آچار جغجغه بادی چیست و چرا به آن نیاز داریم؟ در مقاله راهنمای خرید و بررسی آچار جغجغه بادی جنیوس مدل 405053X میخوانید: جواب و راهنمایی دقیق…

ابزار گردبر پودری پرسلان یکی از ابزارهای تخصصی برای برش پرسلان و سرامیکهای سخت و متراکم است. این ابزار برای برش دقیق و تمیز این مواد استفاده…

تاریخچه شغل ابزار فروشی را نمی توان به دوره خاصی وصل کرد. به طور پیش فرض ،از زمان های گذشته هرجا کاری در حال انجام باشد، نیاز…
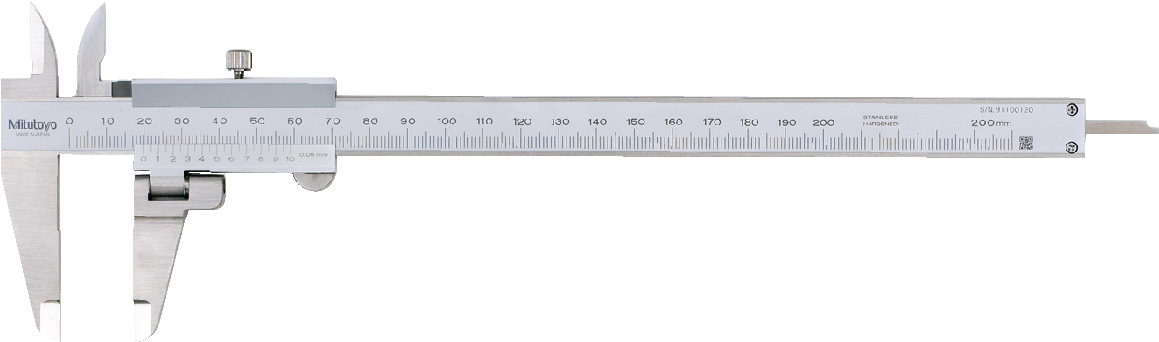
آشنایی با کولیس و ابزارهای اندازه گیری و دقیق یکی از ضرورت های افراد مشغول در صنعت می باشد. در ادامه این مطلب ما شما را با…
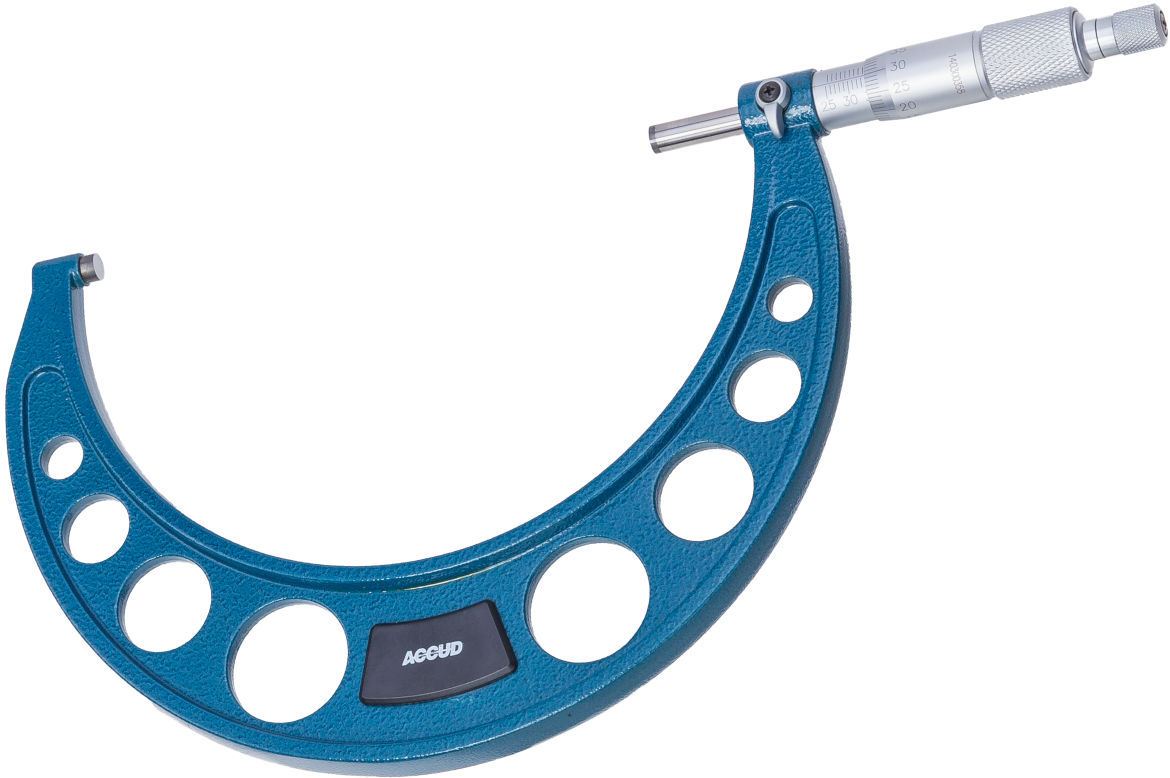
برای معرفی کامل میکرومتر مطلبی آماده کردیم که در آشنایی شما با این ابزار بسیار مفید خواهد بود. میکرومتر یا ریزسنج یکی از ابزارهای دقیق برای اندازه…

از جملاتی که در فضای گوگل زیاد جستجو می شود میتوان به (راهنمای انتخاب دریل مناسب) اشاره کرد ،ما در این مطب به این موضوع حساس برای…

برقو چیست؟ برقوها ابزار های یک یا چند پره ای هستند که عموما برای سایزکردن دقیق ونیز برای صاف کردن سوراخ های که دارای دیواره ی خشن…

پیچ و مهره از ابتدا تا به حال: در حالی که فرضیههای جدید تاریخچه پیچ و مهره پیدایشش را به ارشمیدس وساخت مارپیچ (که نوعی پمپ برای…